



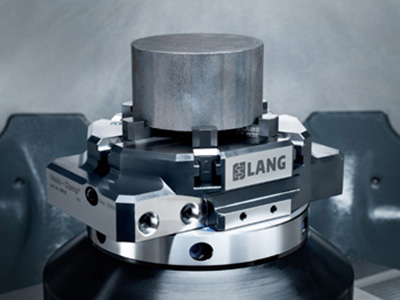






















Makro•Grip® 77, 5-Axis Vise Jaw width 77 mm, Clamping range 0 - 120 mm Item No. 48120-77
Key data at a glance
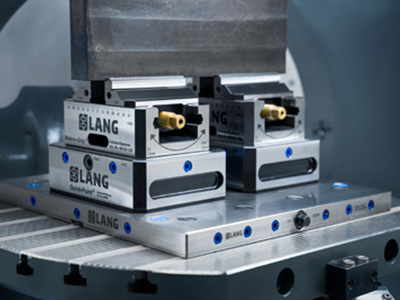
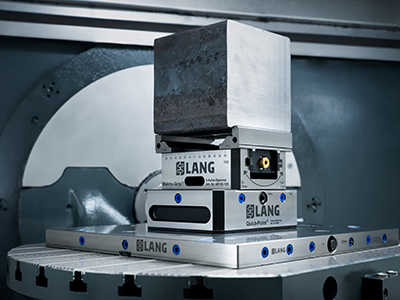
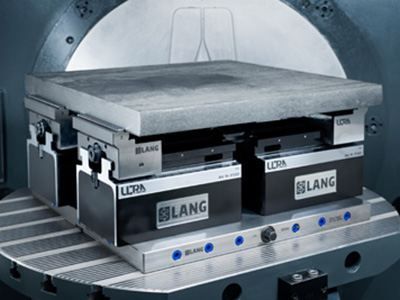
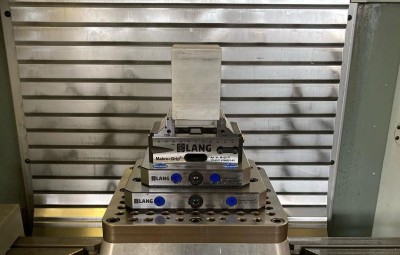
The popular 5-axis vise with a clamping range of 0 - 120 mm and a jaw width of 77 mm is the ideal machine vise for 5-axis machining of unmachined parts. It is used both in manual milling and in automated production with RoboTrex. Workpieces are clamped by form-fit in the clamping jaws of the centering vise with a clamping depth of just 3 mm. Due to the centric clamping and the slim design, clamped workpieces are ideally accessible from all sides. On the side of the base body, it has an automation interface to be gripped directly by the robot's gripper.
More features:
Single components features:
Spare Jaws
Set Spindle + Center Piece
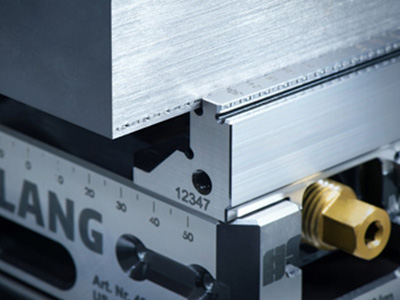
Makro•Grip® Stamping Technology and Raw Part Clamping
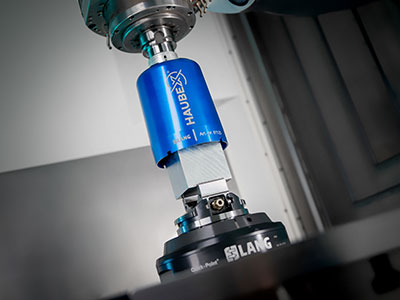
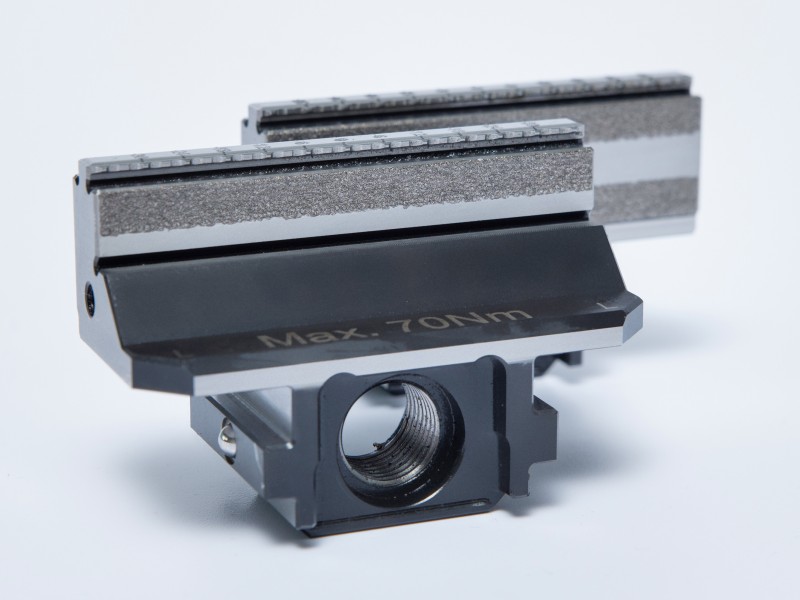
The Makro•Grip® 5-Axis Vise and its unique benefits of the stamping technology has been considered „The Original“ and a benchmark in the 5-face machining of raw parts for years. Its compact design and high holding forces make the Makro•Grip® 5-Axis Vise the ideal clamping device for machining raw parts.
- Holding force Thanks to the form-fit clamping principle, highest holding forces can be achieved with Makro•Grip®, even at low clamping pressure.
- Process reliability Clamping with Makro•Grip® provides maximum process reliability and is easy on the workpiece to be processes at the same time.
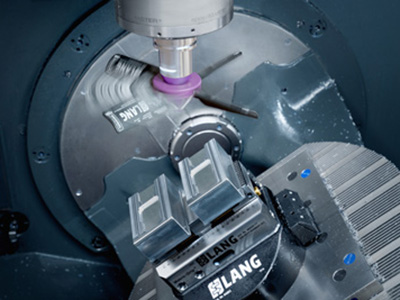
- Accessibility The compact Makro•Grip® self-centering vises guarantee ideal accessibility in the 5-axis machining of raw parts.
Learn all about the benefits and functionality of ourMakro•Grip® Raw Part Clamping and Stamping Technology.
Discover now




Services
We will be happy to advise you individually and adapt your products for the best possible application.
Tungsten-Carbide-Coating
A special Tungsten-Carbide Coating can be applied on the plain clamping surfaces of the Mak-ro•Grip® jaws in order to double the friction force when clamping non-stamped parts, without leaving any traces on the workpiece.

Modified Clamping depth
Sometimes raw material has a certain radius, which makes it hard to clamp it on the 3 mm step of the Makro•Grip® jaws. This can be solved by lowering the clamping step so that the workpie-ce is held above the radius. On the one hand, this provides a resting surface for the workpice, on the other hand it ensures safe clamping.

Spare parts and individual components














